Tác giả: Phan Đức Tuấn Anh

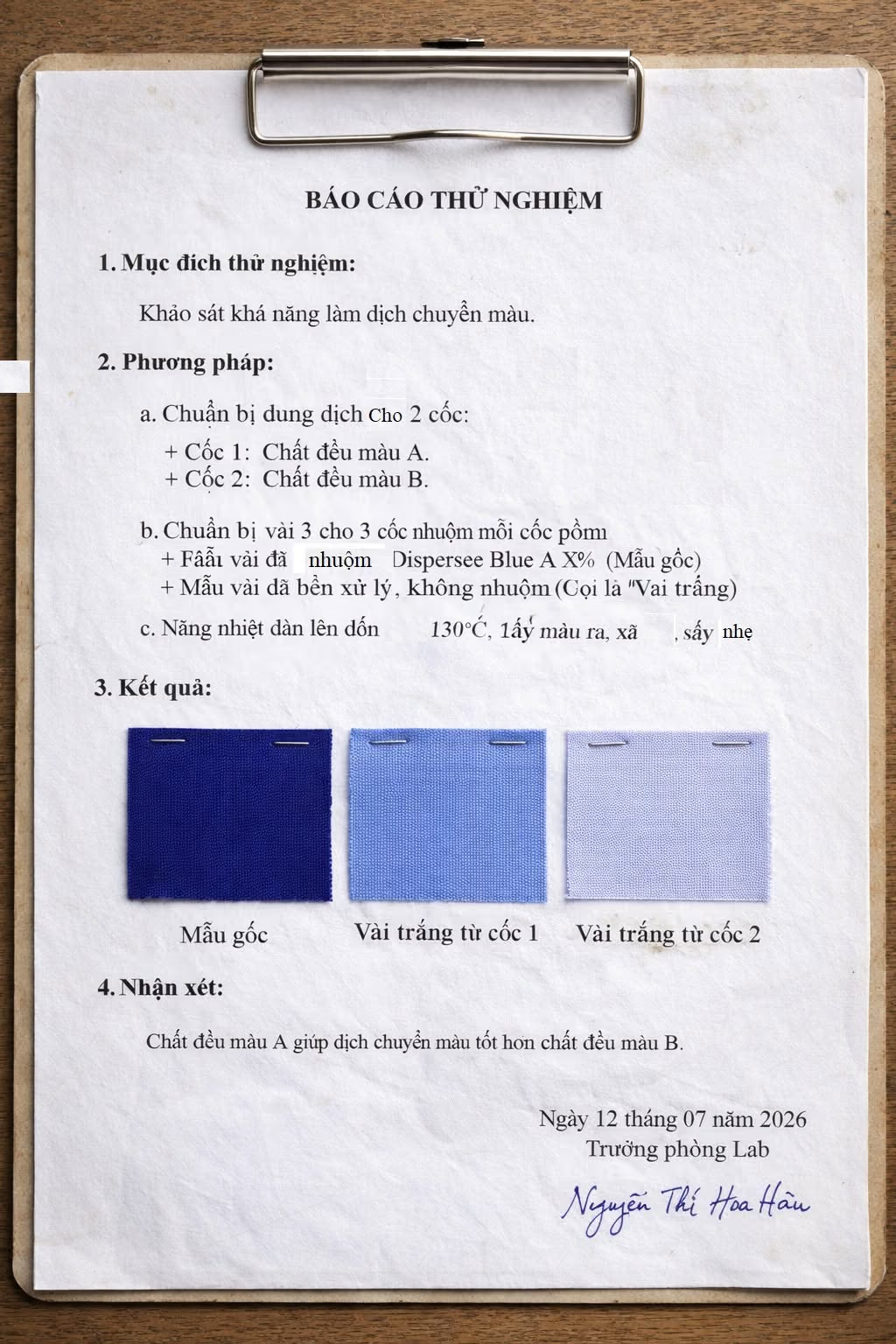
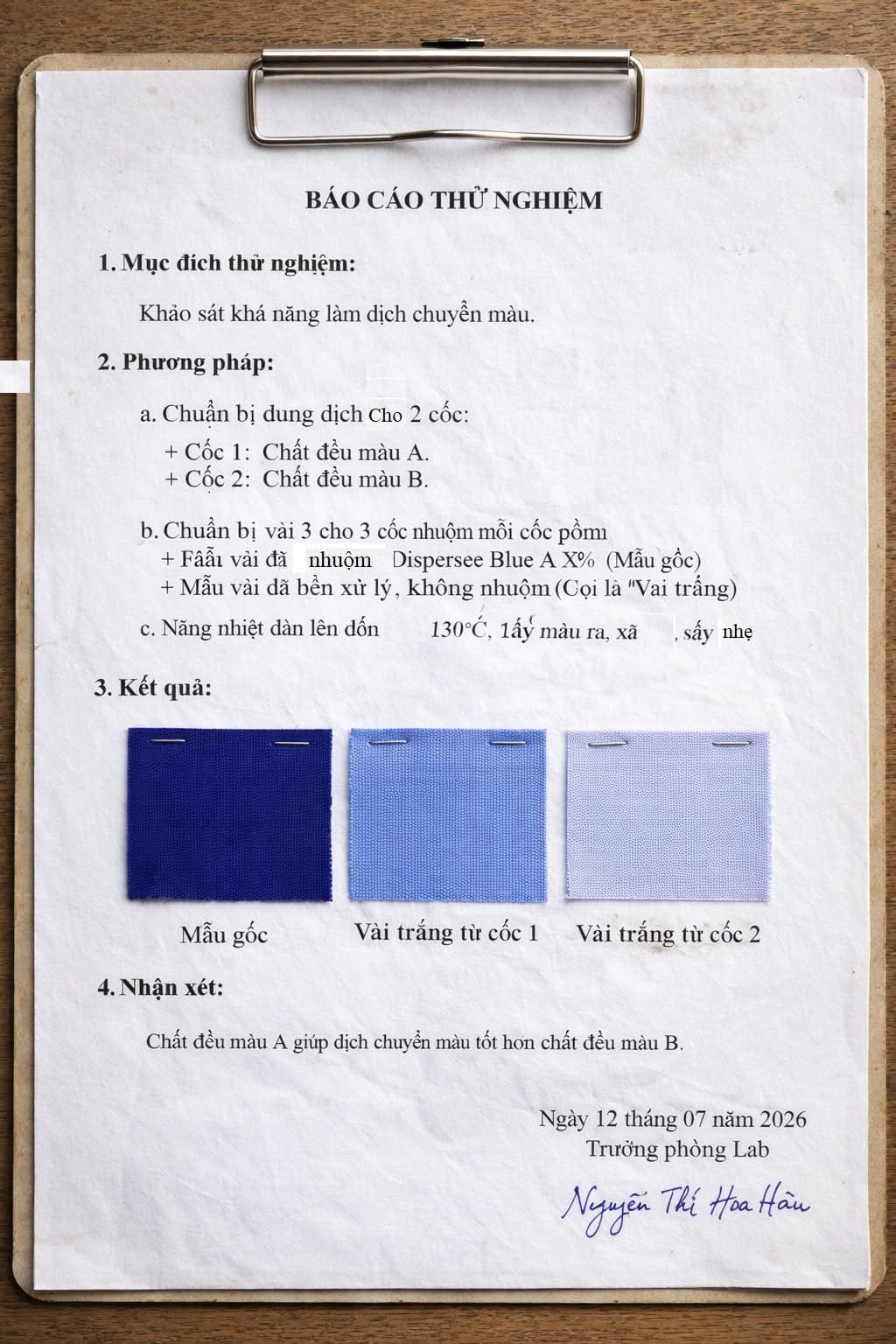
- Chất đều màu trong nhuộm polyester – vai trò và cách sử dụng
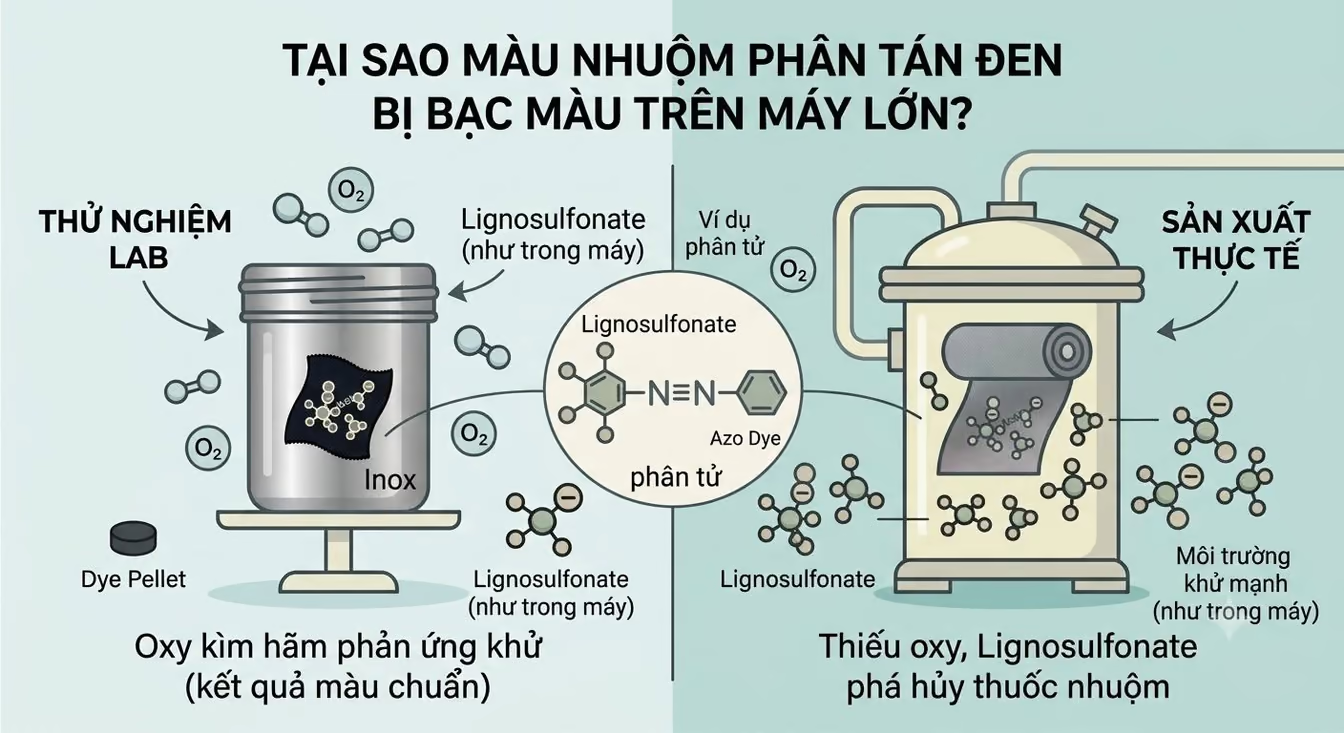
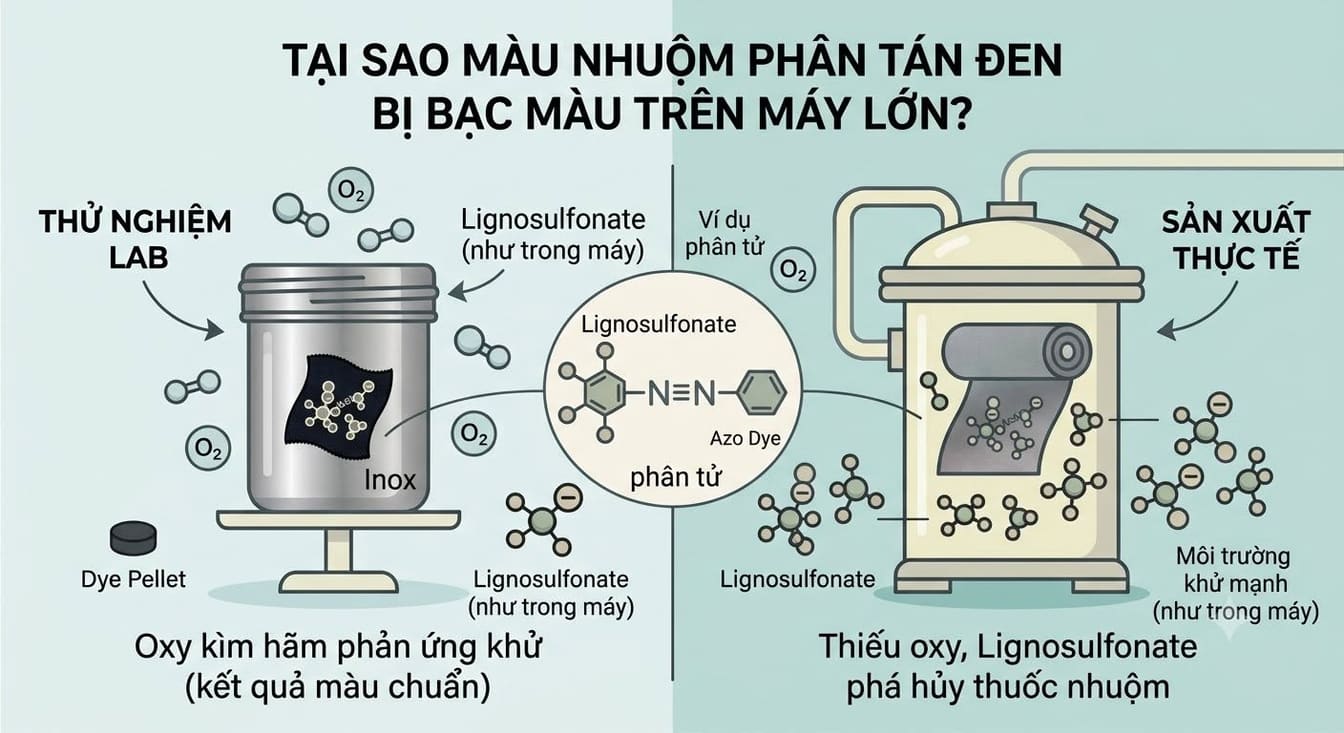
- Lỗi nhuộm phân tán màu đen: tại sao lab OK nhưng máy lớn lại bạc màu?
- Hiệu chuẩn máy đo màu

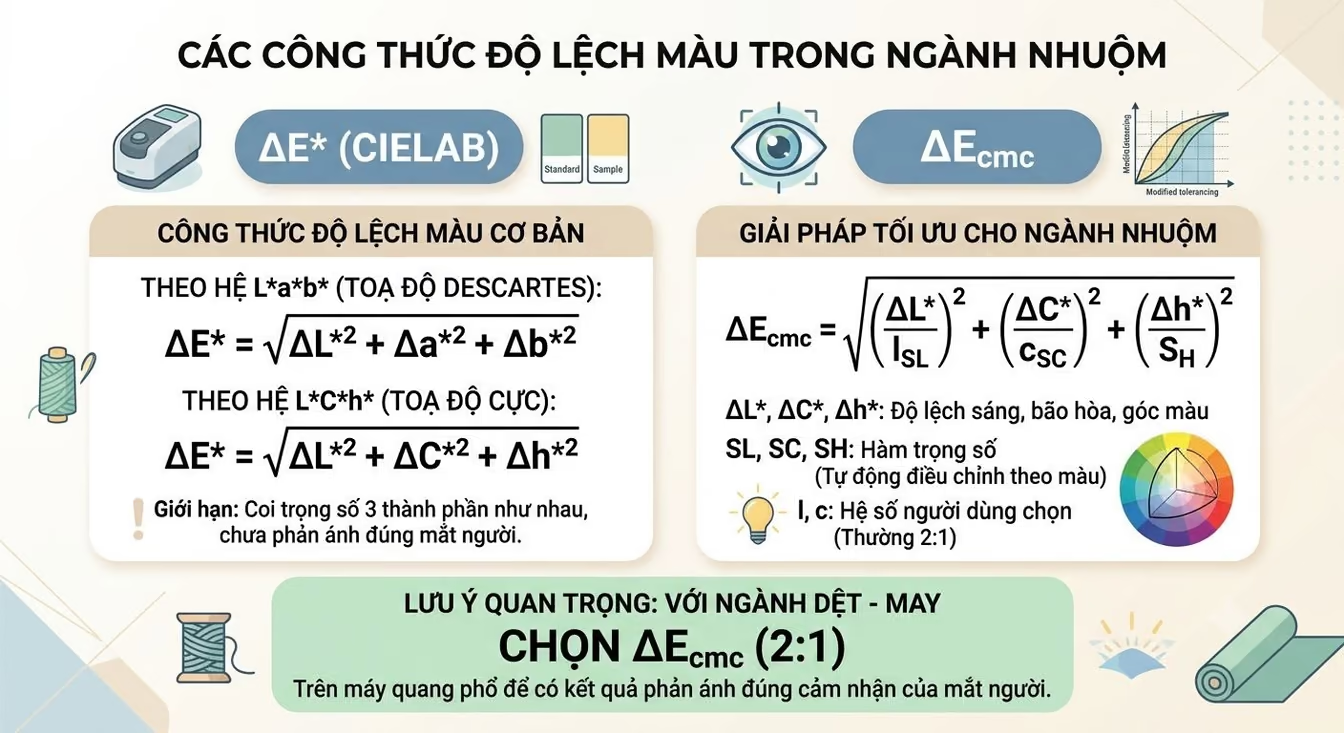
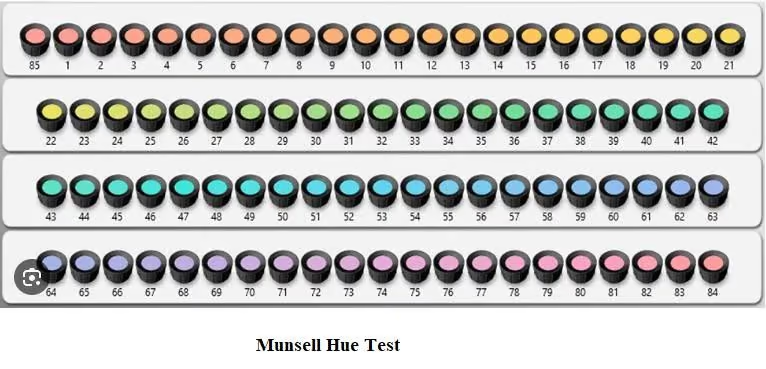
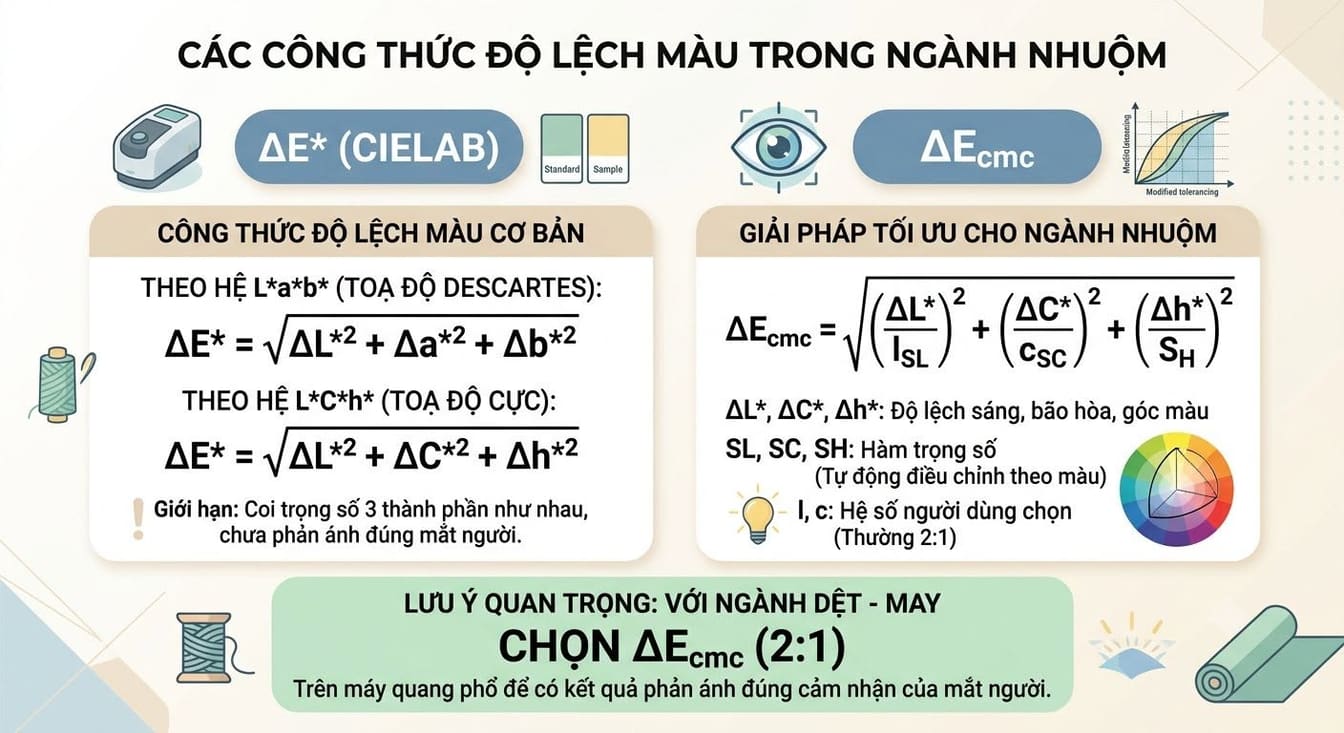
- Các giá trị trả về từ máy đo màu: L*a*b*, ΔE* và ΔE CMC
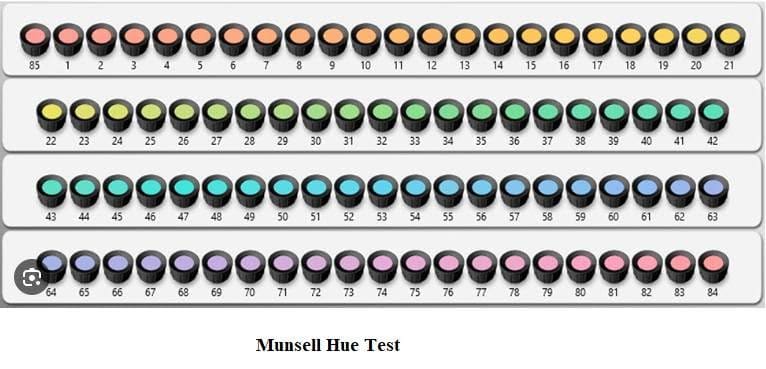
- Nguyên lý máy đo màu
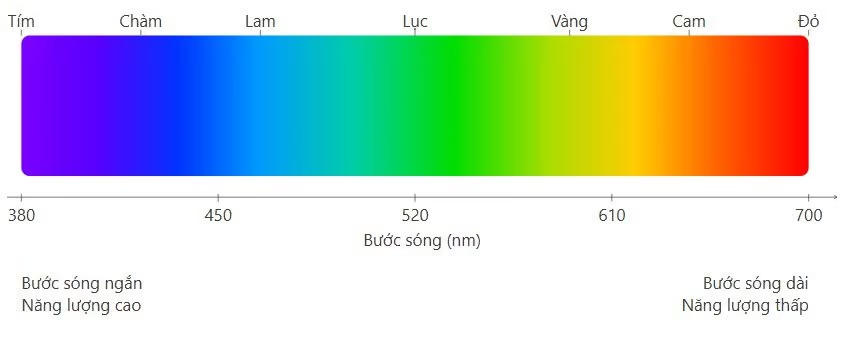
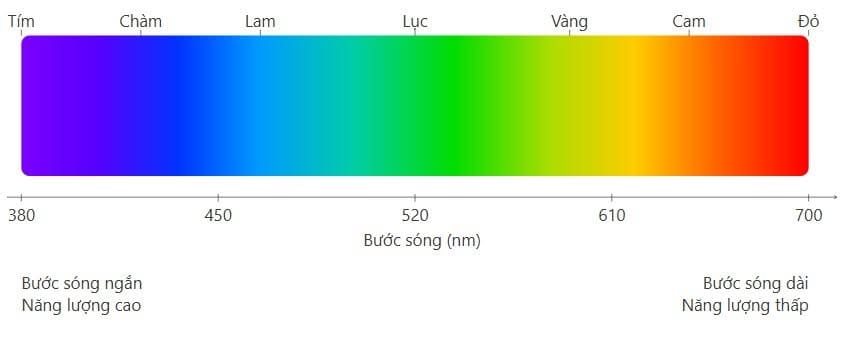
- Ánh sáng và nguồn sáng chuẩn
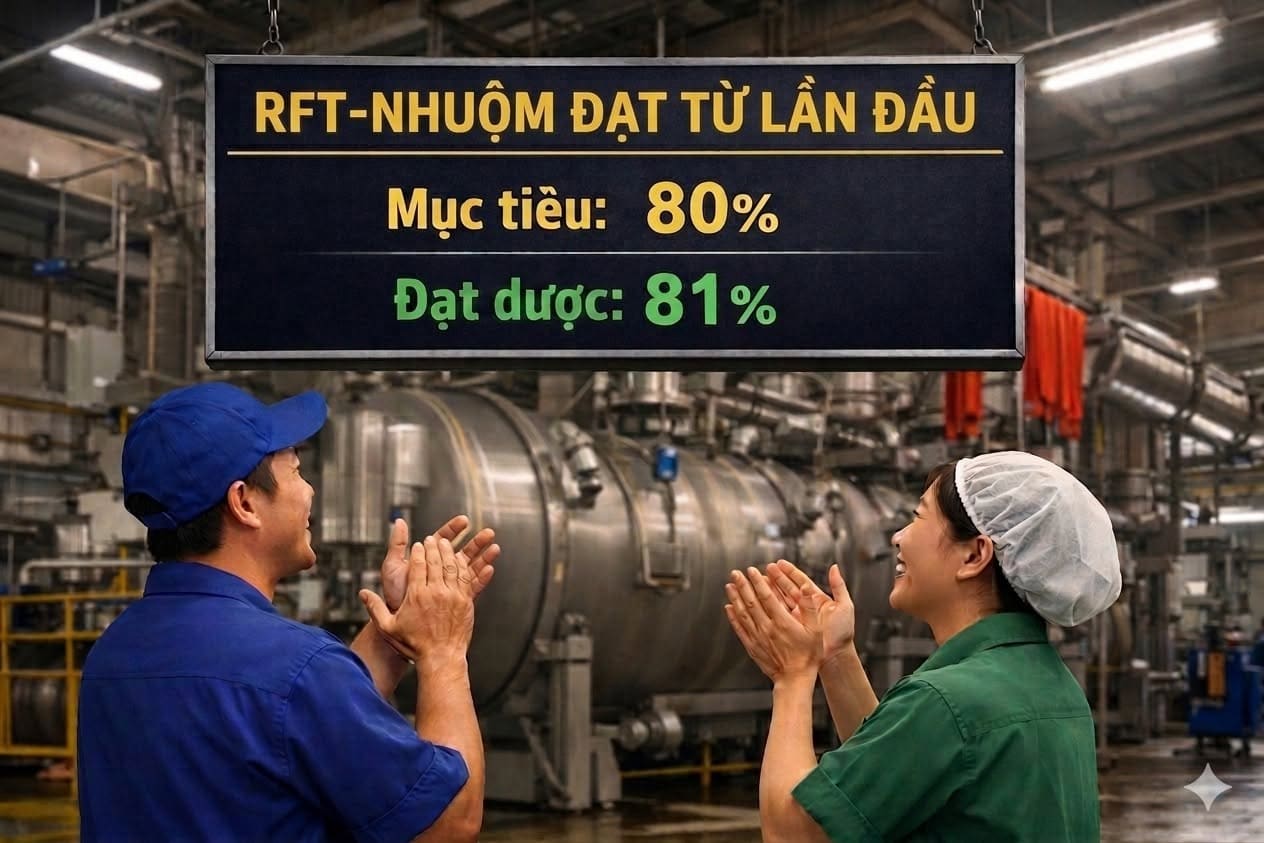
- RFT – chỉ số quan trọng nhất trong xưởng nhuộm
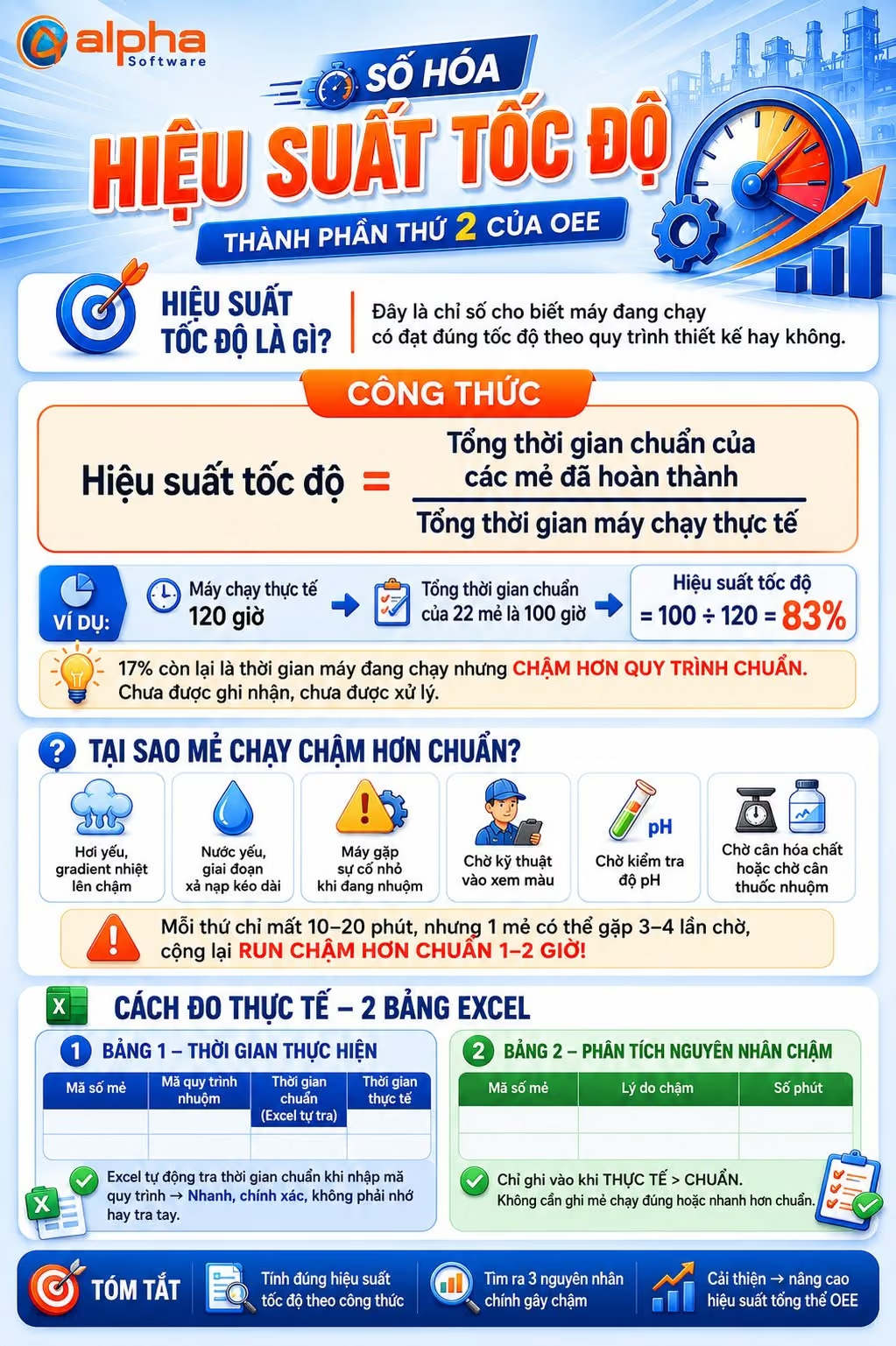
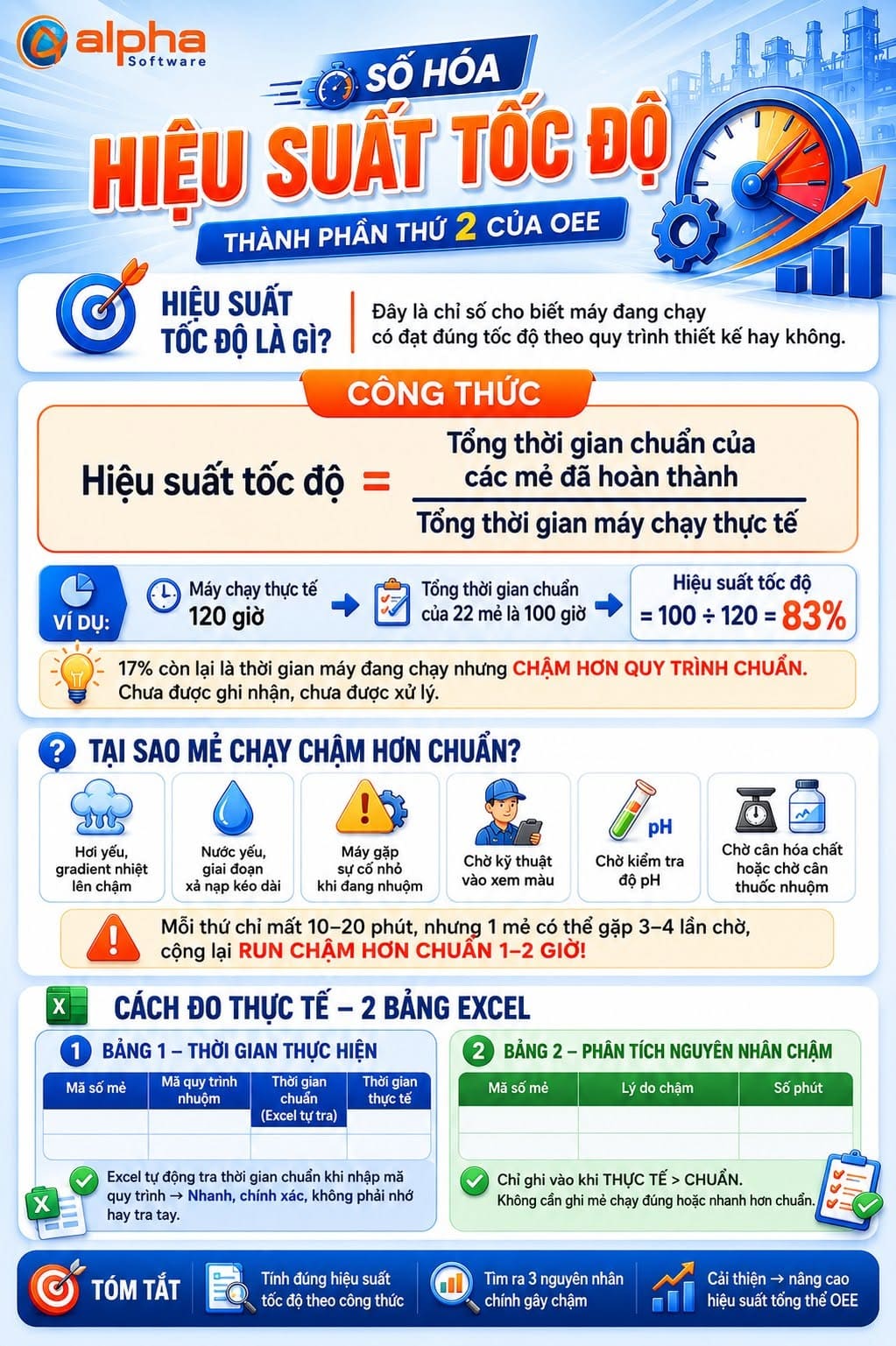
- Số hóa hiệu suất tốc độ – thành phần thứ hai của OEE
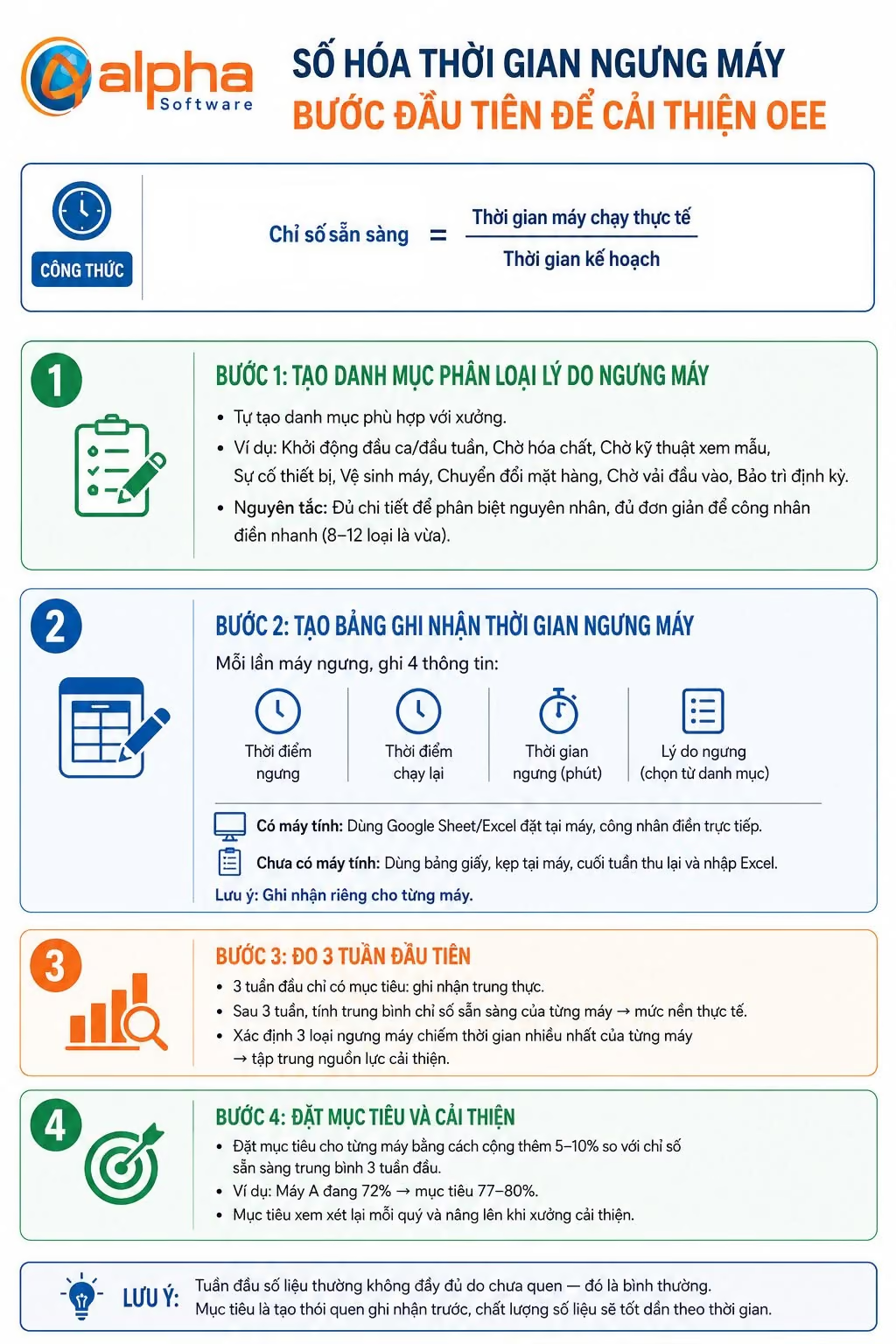
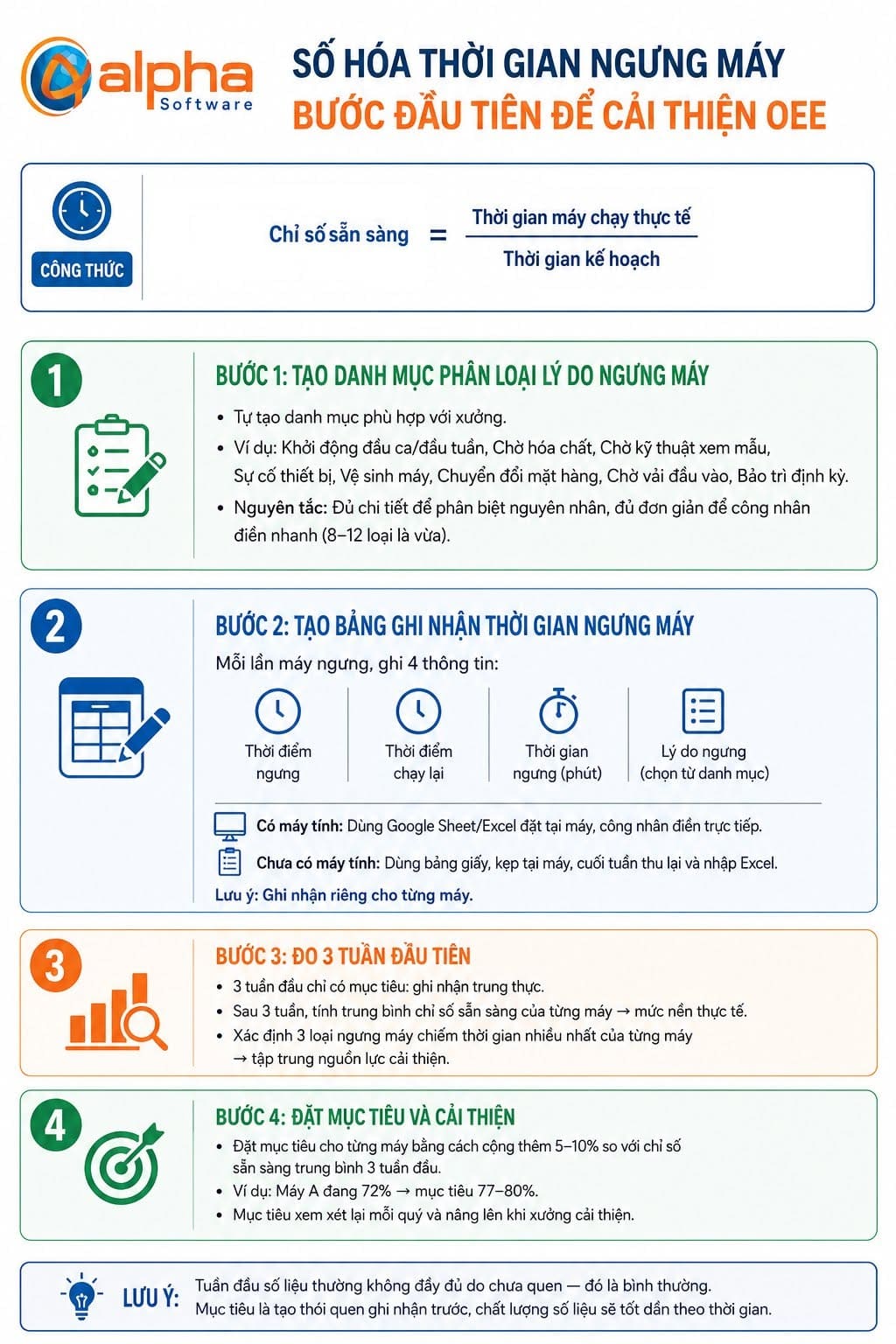
- Số hóa thất thoát do ngưng máy – bước đầu tiên để cải thiện OEE
- Kẻ trộm thời gian vô hình – tại sao sáng thứ Hai là ngày mất tiền nhất trong tuần?

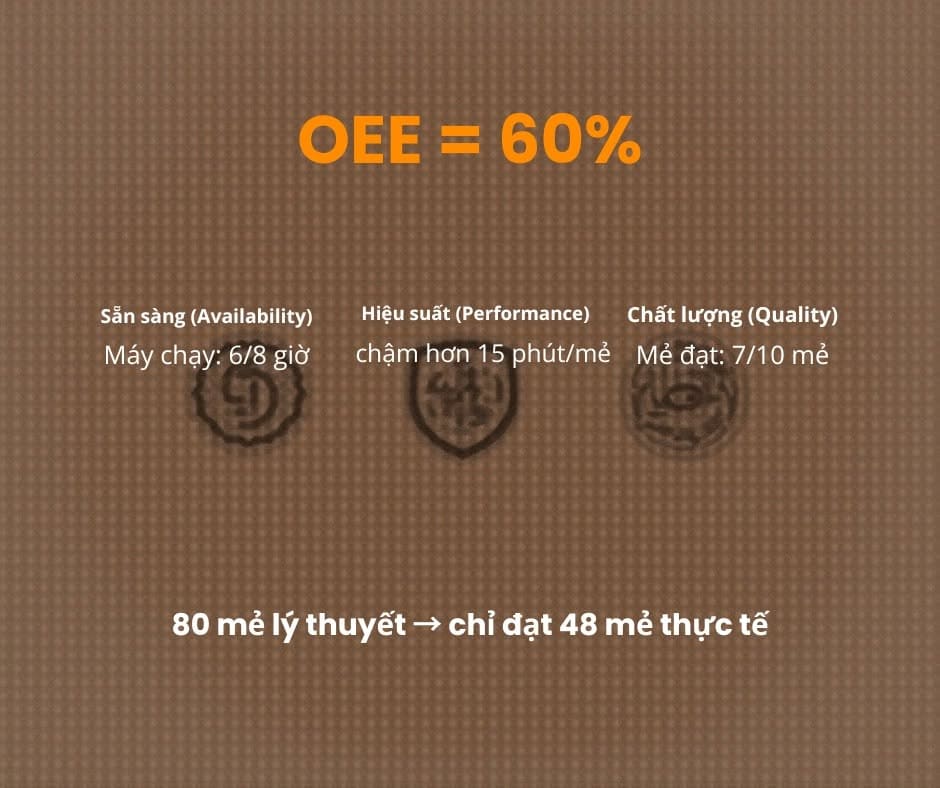
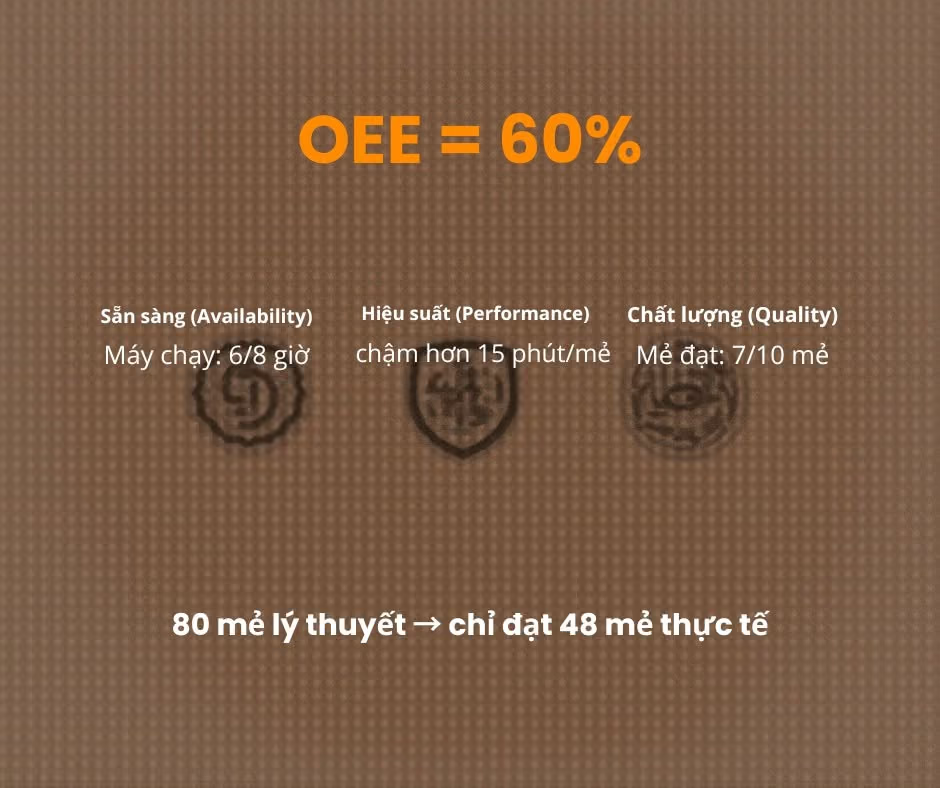
- Làm sao để đo OEE trong xưởng nhuộm
- OEE của nhà máy nhuộm – yếu tố thất thoát doanh thu và lợi nhuận