Số hóa thất thoát do ngưng máy – bước đầu tiên để cải thiện OEE
Bài viết trong series Số hóa OEE trong xưởng nhuộm
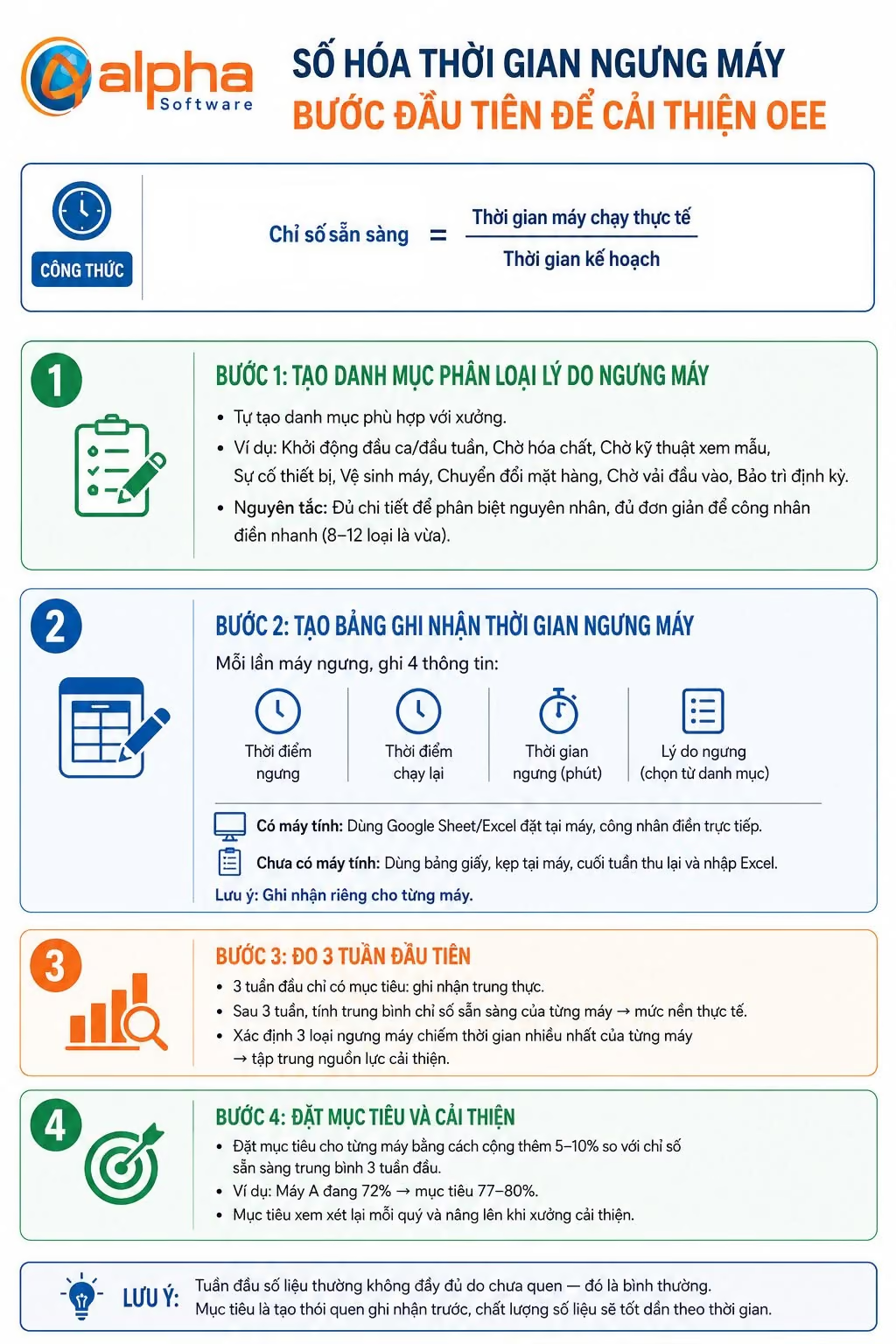
Cách xây bảng ghi nhận ngưng máy: danh mục lý do, biểu mẫu 4 thông tin, 3 tuần đo mức nền và cách đặt mục tiêu xuất phát từ dữ liệu để công nhân chấp nhận.
Qua các bài trước, hầu hết mọi người đều đã nhận biết được các dạng tổn thất thời gian trong xưởng nhuộm. Tuy nhiên mình chưa biết anh chị đã “số hóa” được chúng chưa? Nếu chưa, tham khảo cách triển khai dưới đây nhé.
Bắt đầu từ đâu?
Chỉ số sẵn sàng = Thời gian máy chạy thực tế ÷ Thời gian kế hoạch
Thời gian máy chạy thực tế = Thời gian kế hoạch − Tổng thời gian máy ngưng
Ý nghĩa: “Tôi có kế hoạch cho máy này chạy X giờ. Nhưng thực tế máy chạy được bao nhiêu giờ?”
Ví dụ:
- Xưởng chạy 6 ngày/tuần, 24 giờ/ngày → thời gian kế hoạch = 144 giờ/máy/tuần.
- Trong tuần, máy hỏng tổng cộng 14 giờ → thời gian máy chạy thực tế = 144 − 14 = 130 giờ.
Thay 2 số này vào công thức trên, anh chị sẽ được chỉ số sẵn sàng của thiết bị đó:
Chỉ số sẵn sàng = 130 ÷ 144 = 0,903 (hay 90,3%)
Tính được chỉ số sẵn sàng rồi nhưng làm sao để cải thiện nó thì cần ghi nhận được thời gian máy ngưng đầy đủ và chính xác, từ đó mới xác định được hành động nào cần triển khai. Dưới đây là kinh nghiệm triển khai thực tế của mình.
Bước 1 – tạo danh mục phân loại lý do ngưng máy
Mỗi xưởng có đặc thù riêng nên không có danh mục chuẩn cho tất cả. Anh chị tự tạo danh mục phù hợp với xưởng mình.
Ví dụ một số loại ngưng máy phổ biến trong ngành nhuộm:
- Khởi động đầu ca/đầu tuần
- Chờ hóa chất
- Chờ kỹ thuật xem mẫu
- Sự cố thiết bị
- Vệ sinh máy
- Chuyển đổi mặt hàng
- Chờ vải đầu vào
- Bảo trì định kỳ
Nguyên tắc tạo danh mục: đủ chi tiết để phân biệt được nguyên nhân, nhưng đủ đơn giản để công nhân điền nhanh mà không nhầm. 8–12 loại là vừa. Quá nhiều thì công nhân điền đại, mất ý nghĩa.
Bước 2 – tạo bảng ghi nhận thời gian ngưng máy
Mỗi lần máy ngưng, công nhân ghi lại 4 thông tin:
- Thời điểm ngưng
- Thời điểm chạy lại
- Thời gian ngưng (phút)
- Lý do ngưng (chọn từ danh mục)
Tùy điều kiện xưởng:
Nếu có máy tính: dùng Google Sheet hoặc Excel đặt ngay tại máy. Công nhân điền trực tiếp mỗi lần ngưng.
Nếu chưa có máy tính: in bảng giấy, kẹp ngay tại máy. Cuối tuần thu lại và nhập Excel. Chậm hơn nhưng vẫn đủ dùng.
Lưu ý quan trọng: bảng ghi nhận là của từng máy riêng lẻ, không ghi chung cho cả xưởng. Số liệu toàn xưởng chỉ tổng hợp sau khi đã có đủ số liệu từng máy.
Bước 3 – đo 3 tuần đầu tiên
Đừng đặt mục tiêu ngay từ đầu. 3 tuần đầu chỉ có một mục tiêu: ghi nhận trung thực.
Sau 3 tuần, tính trung bình chỉ số sẵn sàng của từng máy. Con số đó dù thấp đến đâu, chính là mức nền thực tế của xưởng.
Hai thứ quan trọng cần nhìn vào:
- Chỉ số sẵn sàng trung bình của từng máy.
- 3 loại ngưng máy chiếm thời gian nhiều nhất của từng máy.
3 loại lớn nhất đó chính là trọng tâm cần tập trung nguồn lực để hành động, đừng nên xử lý tất cả cùng lúc.
Bước 4 – đặt mục tiêu và cải thiện
Sau khi có mức nền, đặt mục tiêu cho từng máy bằng cách cộng thêm 5–10% so với chỉ số sẵn sàng trung bình 3 tuần đầu.
Ví dụ: máy A đang có chỉ số sẵn sàng trung bình 72% → mục tiêu đặt là 77–80%.
Con số này không phải áp từ trên xuống mà nó xuất phát từ chính dữ liệu thực tế của máy đó. Công nhân dễ chấp nhận hơn vì thấy được tính hợp lý.
Mục tiêu xem xét lại định kỳ mỗi quý. Khi xưởng đã cải thiện được thì nâng lên, không giữ mãi một mức.
Một lưu ý thực tế
Tuần đầu triển khai, số liệu thường không đầy đủ do công nhân chưa quen, bỏ sót nhiều. Đó là bình thường.
Đừng phạt, đừng gây áp lực trong giai đoạn này. Mục tiêu là tạo thói quen ghi nhận trước. Chất lượng số liệu sẽ tốt dần theo thời gian.
Chỉ số sẵn sàng thấp không phải lỗi của công nhân. Nó phản ánh hệ thống vận hành.
Bài tới mình sẽ chia sẻ cách tính hiệu suất tốc độ, thành phần thứ hai của OEE, và cũng là thứ khó đo nhất trong ngành nhuộm.